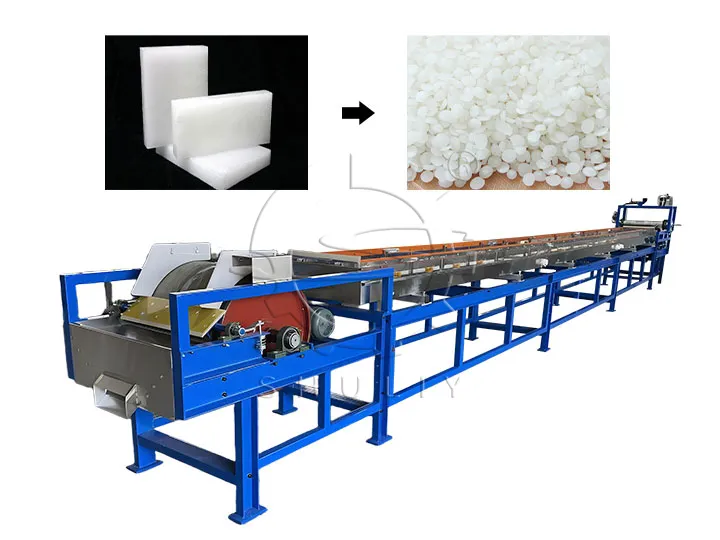
プラスチックペレット押出機は、プラスチック廃棄物や原材料を顆粒に加工するために使用される装置の一種であり、その温度管理はプラスチック顆粒の品質に影響を与える重要な要素の1つです。温度を正しく調整することで、ペレット成形の品質と生産効率を確保できます。以下に、最良の結果を得るためにプラスチックリサイクル押出機の温度を調整する方法を説明します。

プラスチックペレット押出機の温度調整
プラスチックの融解温度を理解する
プラスチックの種類が異なれば溶融温度も異なるため、作業するプラスチックの溶融温度を知ることが重要です。一般に、プラスチックの溶融温度は、関連する技術文書または製造ガイドで確認できます。溶融温度を決定したら、必要に応じてプラスチック ペレット押出機の温度を設定できます。
フィードゾーン温度の制御
プラスチック顆粒がプラスチックペレット押出機に入る最初のステップは、フィードゾーンに入る事です。このゾーンでは、プラスチック ペレットが加熱され始め、徐々に溶けます。供給ゾーンの温度がプラスチックの溶融温度に適切であることを確認します。通常はプラスチックの溶融温度の 2 分の 1 から 3 分の 2 に設定されます。フィードゾーンの加熱温度を調整することで、プラスチックペレットの溶融速度を制御して、速すぎたり遅すぎたりすることによって引き起こされる生産上の問題を回避できます。
押出ゾーン温度の調整
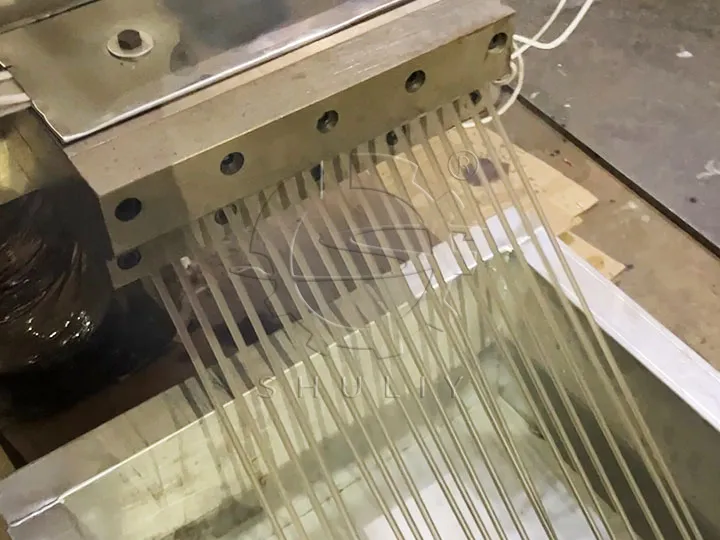
押出ゾーンは、プラスチックペレット押出機におけるプラスチックペレットのエリアであり、プラスチックペレットが溶融され押出される場所です。このゾーンでは、プラスチックペレットが押出スクリューの圧力と熱の下でさらに溶融され、混合されます。押出ゾーンの温度を調整することで、プラスチックペレットの流れや押出結果に影響を与えることができます。通常、押出ゾーンの温度はプラスチックの融解温度よりもわずかに高く設定する必要があり、これによりプラスチックがスムーズに押出され、ペレットの形状とサイズが適切に調整できるようになります。

金型領域の温度を制御する
金型エリアでは、プラスチック ペレットが目的の形状にプレスされます。金型エリアの温度制御は、形成されるペレットの品質にとって非常に重要です。通常、金型領域の温度は、特定のプラスチック材料とペレットの形状に従って設定する必要があります。設定温度が高すぎるとペレットの過熱、変形、固着が発生する可能性があり、低すぎるとペレット成形が不完全または不良になる可能性があります。したがって、最良の成形結果を得るには、実際の状況に応じて調整する必要があります。
結論
プラスチックペレット押出機の温度を正しく制御することで、ペレットの品質と生産性を確保できます。プラスチックの溶融温度を理解し、供給ゾーン、押出ゾーン、金型ゾーンの温度を制御することが、良好なペレット化結果を達成するための鍵となります。したがって、廃プラスチック造粒機を操作するときは、生産要件を満たし、ペレットの品質を確保するために、特定の状況に応じて温度を調整することが重要です。