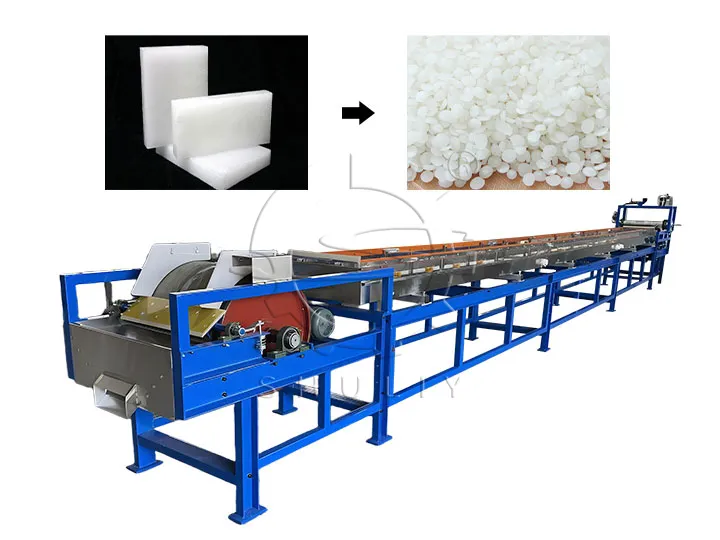
آلة تكوير البلاستيك باعتبارها المعدات الرئيسية لإعادة تدوير البلاستيك يجب أن يتم تنفيذها بشكل منفصل عند التعامل مع المواد الناعمة والصلبة. لماذا لا يمكن خلط المواد اللينة والمواد الصلبة وتكويرها؟ دعونا نستكشف هذه المشكلة بعمق معًا.

الاختلافات بين المواد الناعمة والصلبة
هناك فرق واضح بين المواد اللينة والصلبة من حيث الخواص الفيزيائية والكيميائية:
- خصائص المواد الناعمة: مثل البولي إيثيلين (بي) وغيرها من المواد البلاستيكية الناعمة عادة ما تكون لينة، والانحناء، وتمتد، وما إلى ذلك، وبنيتها الجزيئية فضفاضة، وتتأثر بسهولة بالحرارة والتليين.
- خصائص المواد الصلبة: مثل البولي بروبيلين (PP) والمواد البلاستيكية الصلبة الأخرى تتميز عادة بالصلابة العالية، وقوة الشد القوية، وليس من السهل التشوه، وما إلى ذلك، وبنيتها الجزيئية كثيفة، مع نقطة انصهار عالية.
التحديات في تشغيل آلة التكوير البلاستيكية
أثناء عملية التكوير، يمكن أن يؤدي الفرق بين المواد الناعمة والصلبة إلى المشاكل التالية:
- الاختلافات في نقاط الانصهار: تختلف نقاط انصهار المواد اللينة والمواد الصلبة بشكل كبير، مما يجعل من الصعب موازنة درجات حرارة التكوير لكليهما.
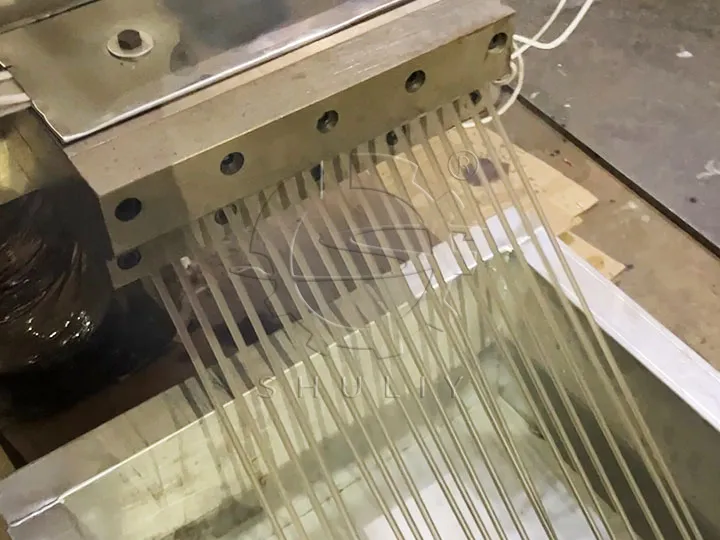
- الفرق في السيولة: المواد اللينة والمواد الصلبة لها سيولة مختلفة، مما قد يؤدي إلى عدم تساوي المادة وضعف السيولة عند الخلط والتكوير في نفس الوقت. آلة تكوير البلاستيك.
- صعوبة القولبة: تختلف أيضًا متطلبات القولبة للمواد الناعمة والصلبة وقد يؤدي الخلط والتكوير إلى صعوبات في القولبة أو انخفاض في جودة المنتج النهائي.

ملخص: التحبيب المنفصل لضمان جودة المنتج
الاختلافات بين المواد الناعمة والصلبة هي أنه لا يمكن معالجتها في نفس الوقت في عملية التكوير. لذلك، لضمان جودة المنتج وكفاءة الإنتاج، يجب تكوير المواد الصلبة واللينة بشكل منفصل ومعالجتها بشكل فردي وفقًا لخصائصها ومتطلباتها. هذا سوف يضمن أن منتج الكريات النهائي يتمتع بجودة مستقرة وتأثير قولبة جيد، وبالتالي جلب المزيد من الفوائد للعملاء.